| WORKSHOP HINTS AND TIPS |
|
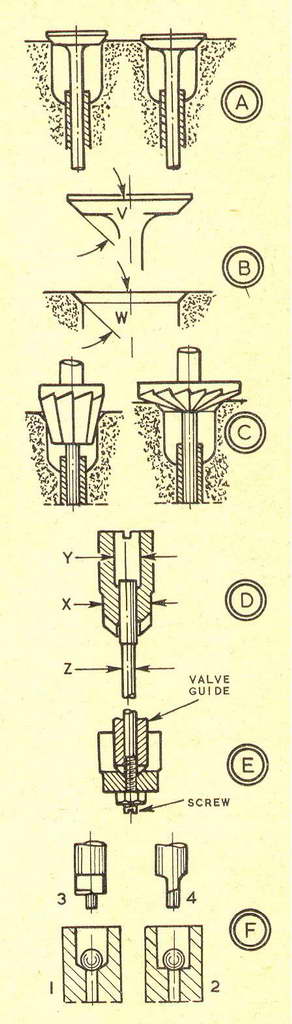
Valve SeatingsBy GEOMETERLEAK-PROOF valves are essential for many types of reciprocating engine and pump to avoid power losses and reduced efficiency. Types in mind are four-stroke petrol engines, steam engines with slide valves and piston valves, and pumps with ball valves. Exceptions are two-stroke engines, steam turbines and gear-type pumps, none of which have valves—although in two-stroke engines, the pistons serve as valves. Each type of valve poses its particular problems of manufacture and servicing, the valve seating being as important as the valves themselves for poppet valves and ball valves, the two kinds that employ them. The case is simple. If the seatings are bad, you do not achieve efficiency; and with petrol engines, you can have lots of servicing troubles. Many of the troubles of the past had their origin in misconceptIOns of design and part-developed techniques; and one can still learn useful lessons from what has gone before. Twenty-five years ago valve steels were not what they are today. They suffered from high working temperatures. Valve clearances were often small, so that hot exhaust valves with lengthened stems might not seat properly. There was restricted flow of coolant round the ports of side-valve engines with thermo-syphon cooling, which led to over-heating and distortion. Besides all this, it was frequently not realised how important is the geometry of seating in regard to width and angle—which are factors in small engines, no less than in commercial ones. The width of seating affects the pressure developed on them when valves are closed by their springs. With narrow seatings pressures are high; with wide seatings, pressures are reduced, though the spring compression remains the same. It is like a girl punching holes in flooring with stiletto heels, but who is able to go over soft snow in snow-shoes. High pressures on seatings give improved sealing against leakage of gases: and some makers of engines, of about 1.200 cc. capacity specify seatings from 0.050 in. to 0.070 in. wide; say, average of of 1/16 in. The principle applies to model engines. For a given spring pressure, a valve will be more firmly seated on a narrow seating A, left, than on a broad one, right. The question of valve and seat angles is considered important enough to specify a difference as shown at B, where the valve angle V is less than seating angle W. The latter is 45 deg., with the angle of the valve between 44 deg. 15 min. and 44 deg. 35 min. This provides increased pressure round the outer edge of the seating. As valve seatings are made wider by grinding in valves, as well as by occasional truing operations, width is now controlled in servicing as shown at C. A narrow-angle cutter, left, is used to taper a seating to its port, and a broad-angle cutter, right, to chamfer the combustion chamber surface to the seating. These points from commercial practice emphasise the need for exceptional care with seatings for poppet valves—particularly for small engines—if efficiency is not to be lost. It applies especially in making and using seating cutters. Diagram D illustrates a cutter which, I find, avoids faults with other types. It is a two-part tool, easy to make and use, consisting of a body and a pilot. Silver steel is used for the body. Chuck a length, face and centre it, drill through for the pilot, and enlarge the hole to the depth of the teeth. Turn the seat angle, and machine diameter X. Dot mark to No 1 jaw, then reverse the material and face and drill the opposite side to Y to clear the pilot. File the teeth carefully, cut a screwdriver slot, and harden and temper the tool. Fit the pilot tightly, rechuck with diameter X true and turn the pilot to size Z. So that you do not cut a seating too wide, you can make a stop as at E. It is a split boss to hold, by a tool maker's clamp, to the valve guide, with a screw in the bottom to set the cut of the tool. You let it down a little at a time. Ball valves are difficult to seat on wide and chambered seatings, like the one at F1. So these seatings are usually cut square, as at F2, using a silver steel cutter 3 and 4. Then a hard steel ball is tapped on the seatings to chamfer the raw edges. |
|
|
Back to Geometer Index Page.