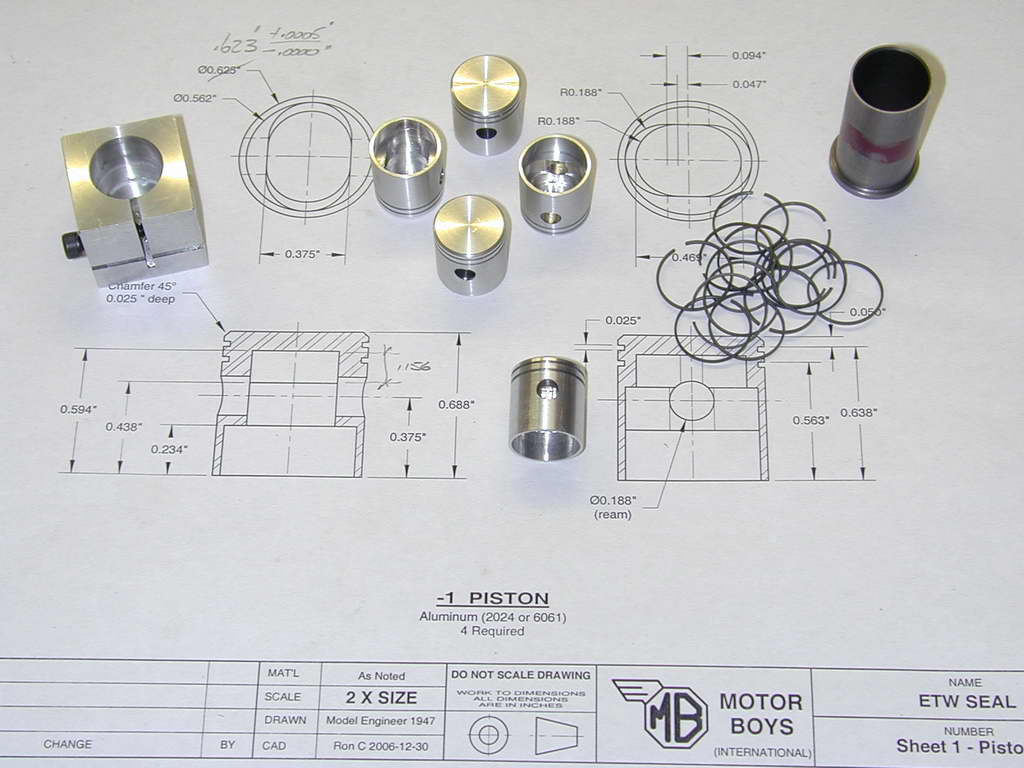
How To Make Piston Rings


The requirement is to produce a non-circular ring that when compressed into the cylinder bore, becomes precisely circular, exerting a uniform radial pressure against the cylinder walls. This pressure should be sufficient to provide enough compression for starting and no more. Once running, gas pressure behind the ring will force it onto the cylinder, improving effective compression. The width and thickness should be chosen so the ring not only meets this criteria, but can be installed without the danger of it breaking, or being permanently deformed as it is spread open.
While bronze rings are not unknown, especially in the live steam world, piston rings for internal combustion engines are generally made from fine-grained cast iron. The required characteristics may be achieved either with, or without heat-treatment, although most model engineers seem to favour the heat treat approach. And while on the subject, forget any suggestion about using "sash weights" as a material source. First, this material is pure rubbish, and second, who has sashes anymore? Get some fine-grained cast iron sticks—centrifically cast, or pulltruded. SG or "Meehanite" is even better, but it must have a fine, regular, grain size.
These pages contain two detailed descriptions of the application of what has become known as the Trimble Method[1], named after the guy who formalized it, the late George Trimble. There are those who swear by it, in fact Bob Washburn, the past editor/publisher of SIC magazine where the approach was serialized, has said that anyone who makes a ring using any other method is wasting their time. This is a bit extreme; in fact I'd go so far as to say that Trimble's method, if followed precisely as described, will NOT produce the results it claims! But first you need to understand what is involved. The two links below go to the ring making part of two construction projects using the Trimble method and should give you a clear idea of what the process involves:
There is a lot to like about this approach, but I believe the assertion that it will produce *perfect* rings requiring no break-in is just plain wrong! Cast iron heated beyond the critical temperature as Trimble describes will grow. So if the ring fitted the bore before, it won't afterwards. To get the ring to fit in the bore, the gap must be filed open a smidge, after which the closed ring will no longer be perfectly circular. The difference is small, but measurable. My experience shows a growth of up to 0.0015" can be expected in a ring of 0.625" diameter. So running-in is still required to achieve a smoke-free fit.
This could be avoided. As mentioned in the above pages, other writers point out that heating for longer to a point below the critical temperature produces a set without a reduction in hardness, does not produce "scale", and does not grow the material. But this requires a temperature controlled furnace which most of us lack.
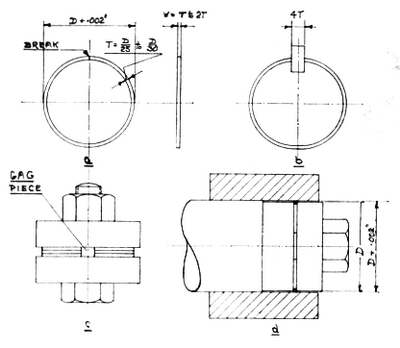
A slightly different approach to heat annealed rings was described by the late Prof Dennis Chaddock, writing on four-stroke engine design in the venerable British magazine, the Model Engineer[2] (it should not be forgotten that before it appeared in SIC, Trimble also had his method published in this magazine [3]). In the Professor's approach, ring blanks are prepared a few thou oversize. After "freezing in" the gap with heat, the rings are compressed and clamped as in Fig (d) for finishing to the actual bore. This variation removes any scale formed on the periphery during heat treatment, along with any "growth" in the cast iron resulting from lack of temperature control and consequent passing through the critical temperature.
Brian Winch, writing as the Airborne Engin-ear (sic) in the Australian magazine Airborne, advocated tying the ring to a 3mm thick steel plate with with fine wire while spread with a rectangular gag piece. The plate was then brought to red heat by applying heat to the other side, allowing the ring to take up heat by conduction. This approach avoids the danger that direct application of heat might induce a local hot-spot resulting in the ring "giving" at this point, resulting in a gap that looks right, but a ring that will not close back to circular. The glowing plate was then dropped unceromoniously into a convenient drum of used sump oil. I'd give Winchy a nominal tick if he hadn't ruined it by mentioning those dreaded sash weights at the start of the article...[4]
Finally, Les Stone explained the method which he uses that originally appeared in Home Shop Machinist. Ring blanks are produced to finished inside and outside diameter, then split between the thumbnails. They are wedged open to the required free gap with a small block of steel. This block with ring dangling below is held in front of a fire brick. Heat from a gas-axe is then directed at the ring and brick, from which flame bounces back giving a reasonably uniform application of heat, provided you keep the flame moving. When the ring takes the set, it falls off the gag piece and annealing is done! Now before you call for the funny-farm wagon, look at the number of running multi-cylinder, ringed engines Les has made using this approach. Crude as it seems, it's hard to argue with success. No mention of sash weights, either.
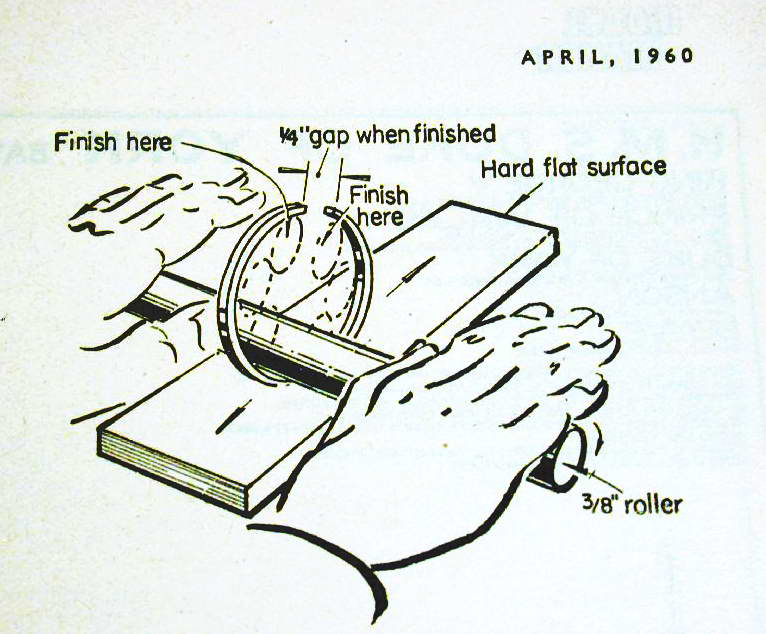
Another cold-forming way that apparently worked for the designer was described in the October 2004 Tech Tip. This method harks back to Model Maker of April 1960, and despite the publication date, is not, I assume, a joke! As seen here, a turned and split ring is deformed by rolling pressure until the required gap is attained. Click the link for the actual words that accompanied the illustration.
Introduction
 Making piston compression rings is a topic that fascinates and mystifies model engine builders, until they do it for the first time. The ways that this might be accomplished are numerous, and it should not come as no surprise that discussion of the various methods often generates more heat than a running engine! A rather cursory treatment of this topic appeared in the October 2004 Tech Tip and while not a lot has changed technically since then, more words and pictures have been written, so this page acts mostly as a summary and link page to the other material.
Making piston compression rings is a topic that fascinates and mystifies model engine builders, until they do it for the first time. The ways that this might be accomplished are numerous, and it should not come as no surprise that discussion of the various methods often generates more heat than a running engine! A rather cursory treatment of this topic appeared in the October 2004 Tech Tip and while not a lot has changed technically since then, more words and pictures have been written, so this page acts mostly as a summary and link page to the other material.
Materials
Heat-Treat Forming
Cold Forming
This method uses a blank oversize in diameter and undersize in bore. Rings are sliced off to width and the required gap cut and filed in the blank. The ends are then pushed together and the ring clamped between a mandrel and large washer so the outside diameter can be turned and lapped to finish. Finally, the ring is compressed into a fixture with a true running recess equal to the bore diameter allowing the inside diameter to be turned concentric and to final size[5]. Odd as it may sound, I know of several very successful model engines running perfectly happily with rings made this way!
Conclusions
 It's been said that making a good piston ring is a skill, while making a really fine piston ring is an art! I agree. Making a ring that does the job is not difficult. After that, you'll want to improve on your approach and make rings that require less break-in, produce less smoke, and require less effort. In this discussion, we've ignored oil control rings and special types of ring, like the Dykes ring. But once the basic skills are mastered, these too should be within the skills and equipment of the average model engineer.
It's been said that making a good piston ring is a skill, while making a really fine piston ring is an art! I agree. Making a ring that does the job is not difficult. After that, you'll want to improve on your approach and make rings that require less break-in, produce less smoke, and require less effort. In this discussion, we've ignored oil control rings and special types of ring, like the Dykes ring. But once the basic skills are mastered, these too should be within the skills and equipment of the average model engineer.
References

This page designed to look best when using anything but IE!
Please submit all questions and comments to
[email protected]
Copyright (c) Ronald A Chernich, 2008. All rights reserved worldwide.