Rawlings R18
 |
 |
 |
Click on images to view larger picture.
This 1.8cc diesel appeared in 1948 and was the work of GW RAWLINGS & Partners Ltd, Warwickshire, England. According to Fisher, a total of 143 R18s' were made with production ceasing with the introduction of purchase tax on model engines in 1949. Priced at £4-17-6, it was distributed through Henry J Nichols. The photos on this page, and the description were kindly supplied by Richard Jackson of Dorset, England.
Despite its venerable age, the engine pictured here is New In Box (NIB). The instructions state that the engine is to be treated as if it were a fixed compression diesel, changing the compression only for different fuel formulations. This was probably a good thing as the contra-piston is a sandwich of lead alloy and steel which was free to move when cold but expanded to give a gas tight seal when running! Add to this the clumsy method of adjustment with a box spanner and fixed compression operation becomes an attractive option. The recommended fuel mix specified a rather high ether content: six parts ether, three parts diesel, two parts castor oil. The oil content is low, but diesel fuel is 'oily' which may have helped. Performance with a 10x5 prop quoted by the maker was 7,500 rpm at which 26 ounces of thrust were to be expected.
| Bore | 12.10mm |
| Stroke | 15.85mm |
| Capacity | 1.83cc |
| Weight | 165g |
| Height | 3" |
| Length | 5" (with spinner) |
| Width | 2" (across bearers) |
 The cylinder liner is a complicated hardened steel item with the transfer port formed by a flat machined in the outside of the liner. The liner is prevented from rotating by a locating pin at the front of the liner. The ports are oval and of generous dimensions. There does not appear to be any taper to the cylinder bore.
The piston is flat topped, hardened and ground, with a taper step for transfer deflection.
The connecting rod is a large section alloy machined component.
The cylinder liner is a complicated hardened steel item with the transfer port formed by a flat machined in the outside of the liner. The liner is prevented from rotating by a locating pin at the front of the liner. The ports are oval and of generous dimensions. There does not appear to be any taper to the cylinder bore.
The piston is flat topped, hardened and ground, with a taper step for transfer deflection.
The connecting rod is a large section alloy machined component.
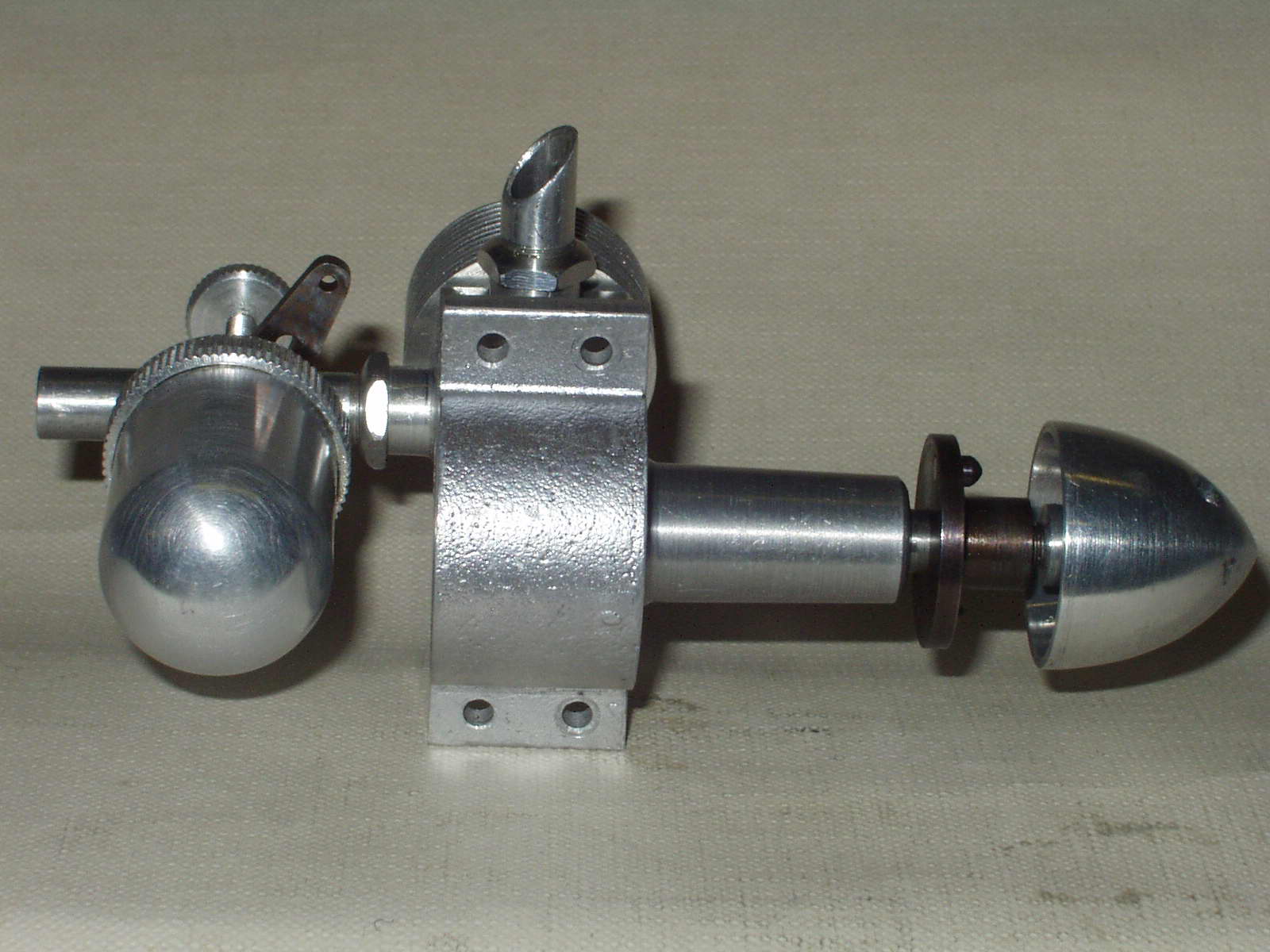
 The crankshaft is counterbalanced and runs in what appears to be a cast iron bush which has a groove cut into the thrust face to help lubricate the shaft. The shaft thread is 2BA thread and is too short for anything but thin propellers.
The crankcase is an aluminium sand casting, machined all over apart from the underside.
The rear cover has no obvious provision for for removal.
The crankshaft is counterbalanced and runs in what appears to be a cast iron bush which has a groove cut into the thrust face to help lubricate the shaft. The shaft thread is 2BA thread and is too short for anything but thin propellers.
The crankcase is an aluminium sand casting, machined all over apart from the underside.
The rear cover has no obvious provision for for removal.
 The transfer block is machined from alloy bar material and held down by 4 6BA cap head screws with turned down heads countersunk into its top face.
This is fitted with two screw-in alloy exhaust stubs.
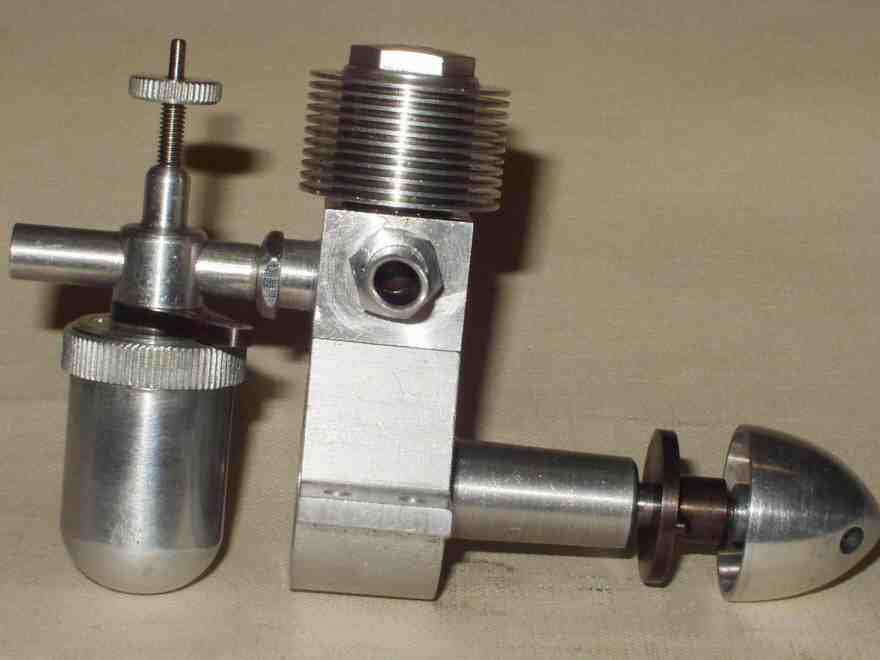
The cooling head and compression adjustment is machined from alloy bar material with a very fine thread internally to match the cylinder liner (this is a superb fit). The top has a machined hex for adjusting the compression and a guide hole for the spigot of the contra piston. As mentioned earlier, this is of unusual construction being a sandwich of mild steel with a lead alloy centre filling. This is intended to expand when warm and lock the contra piston! The guide spigot is required because the contra piston protrudes from the top of the liner and needs support.
The transfer block is machined from alloy bar material and held down by 4 6BA cap head screws with turned down heads countersunk into its top face.
This is fitted with two screw-in alloy exhaust stubs.
The cooling head and compression adjustment is machined from alloy bar material with a very fine thread internally to match the cylinder liner (this is a superb fit). The top has a machined hex for adjusting the compression and a guide hole for the spigot of the contra piston. As mentioned earlier, this is of unusual construction being a sandwich of mild steel with a lead alloy centre filling. This is intended to expand when warm and lock the contra piston! The guide spigot is required because the contra piston protrudes from the top of the liner and needs support.
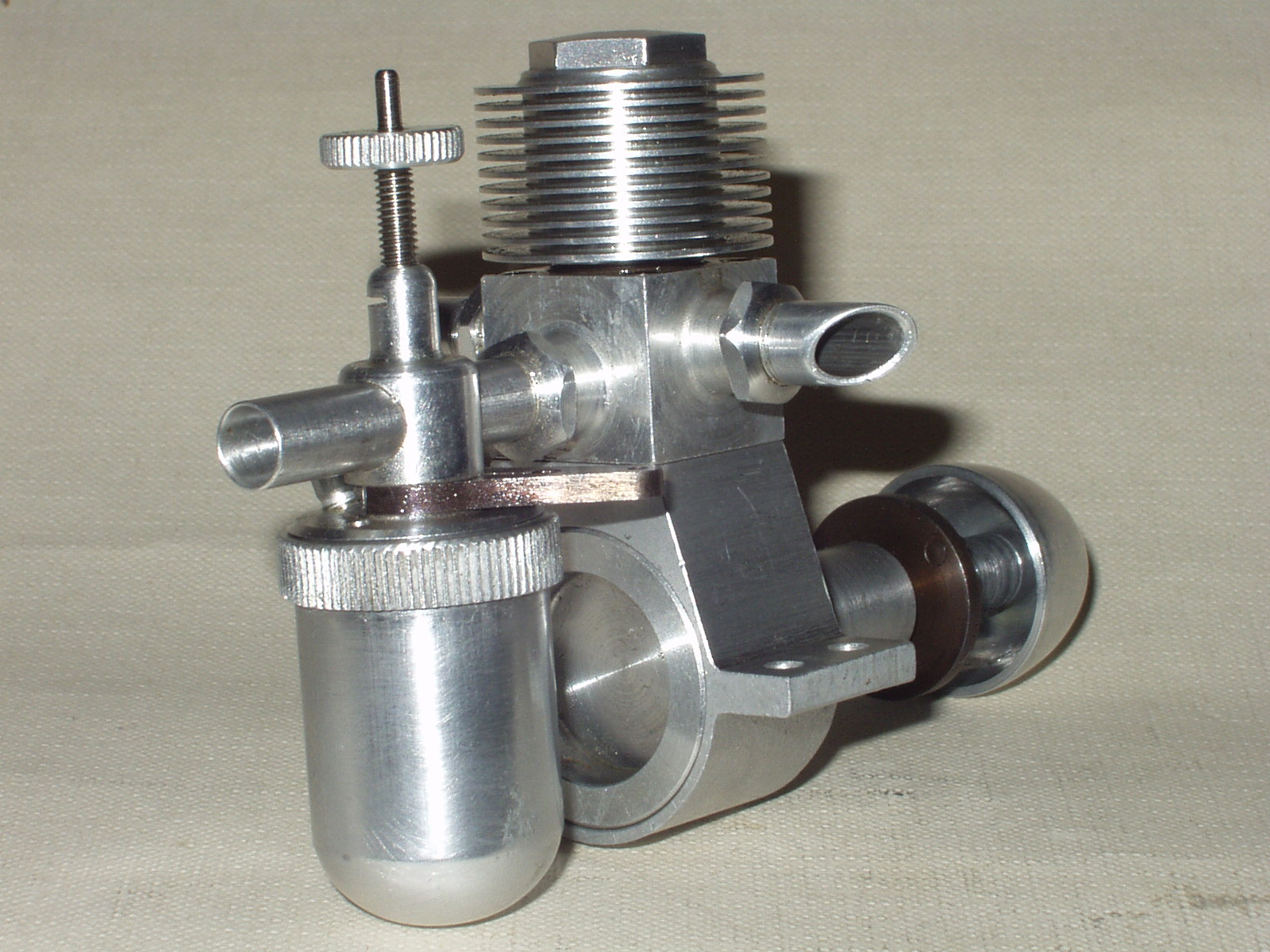 Fuel meetering is provided by an hardened steel needle inserted into a threaded aluminium carrier. The venturi and tank top are aluminium with the jet flush with the venturi bore.
The large fuel tank is an aluminium pressing, retained by with a knurled ring with a coarse thread. The prop driver and cut out lever are steel with a brown gunmetal finish.
Fuel meetering is provided by an hardened steel needle inserted into a threaded aluminium carrier. The venturi and tank top are aluminium with the jet flush with the venturi bore.
The large fuel tank is an aluminium pressing, retained by with a knurled ring with a coarse thread. The prop driver and cut out lever are steel with a brown gunmetal finish.

The front of the transfer block is stamped, but the engine carries no serial number even though Fisher mentions one on his. The conundrum is what the designer was thinking when designing the transfer and cylinder retention system. As usual, sealing the front facing transfer from the exhaust and inlet relies on a close fit of the cylinder liner in the transfer block bore. As there are no gaskets, this bore needs to be exactly the same length as the long flange on the liner. If it is too long, the liner will be able to move up and down (though not rotate as it is keyed). If too short, the block will not seal to the case and the transfer will leak badly. So very close limits must have been maintained, probably not a problem for a precision gauge manufacturer.
 There is a very large gap of about 3/32" between the prop driver and the crankcase bush. However the inside rear cover sits close to the crankpin, permitting the pin to rub on the cover when allowed to float backwards. Fitting the prop driver further up the crankshaft taper would solve this nasty little problem. The driver has a plain forward face with a driving peg intended to bite into a wooden prop, rather like the Mk 1 Mills 1.3.
There is a very large gap of about 3/32" between the prop driver and the crankcase bush. However the inside rear cover sits close to the crankpin, permitting the pin to rub on the cover when allowed to float backwards. Fitting the prop driver further up the crankshaft taper would solve this nasty little problem. The driver has a plain forward face with a driving peg intended to bite into a wooden prop, rather like the Mk 1 Mills 1.3.
 The box is a rather economically produced item with the "R18" designation apparently applied by stencil and spraypaint. There is no other printing on it. The instructions comprise four typewritten single sided, duplicated A4 sheets. The engine itself however is very well made. All the fits are first class and there is no play on any of the important threads. The the hardened and ground cylinder liner is a work of art.
The box is a rather economically produced item with the "R18" designation apparently applied by stencil and spraypaint. There is no other printing on it. The instructions comprise four typewritten single sided, duplicated A4 sheets. The engine itself however is very well made. All the fits are first class and there is no play on any of the important threads. The the hardened and ground cylinder liner is a work of art.
 The fuel tank and venturi/needle assembly is also of superb quality. The faults are intrinsic to the design in so far that the transfer passage seal is marginal and the composite contra-piston with the spanner operated compression adjustment is inconvenient and rather poor. Add to this, the prop driver clearance would certainly cause rubbing of the crankpin on the back plate and introduce metal particles into the cylinder. These faults could have been easily remedied if the liner had had a square flange at the top and a conventional contra-piston with an adjusting screw were fitted. The prop driver would be easily fixed by better fitting of the taper to take up the excessive end-play.
The fuel tank and venturi/needle assembly is also of superb quality. The faults are intrinsic to the design in so far that the transfer passage seal is marginal and the composite contra-piston with the spanner operated compression adjustment is inconvenient and rather poor. Add to this, the prop driver clearance would certainly cause rubbing of the crankpin on the back plate and introduce metal particles into the cylinder. These faults could have been easily remedied if the liner had had a square flange at the top and a conventional contra-piston with an adjusting screw were fitted. The prop driver would be easily fixed by better fitting of the taper to take up the excessive end-play.
 In all, it must have been an expensive engine to produce, with no advantage gained despite the quality. It would not have taken kindly to the average ham-fisted Aeromodeller with his meccano screwdriver and worn out pliers (yes, I was one many years ago). The slightest damage to the joint faces would have prevented it running and with the advent of control line popularity and its idiosyncrasies, it probably stood little chance of being a commercial success.
In all, it must have been an expensive engine to produce, with no advantage gained despite the quality. It would not have taken kindly to the average ham-fisted Aeromodeller with his meccano screwdriver and worn out pliers (yes, I was one many years ago). The slightest damage to the joint faces would have prevented it running and with the advent of control line popularity and its idiosyncrasies, it probably stood little chance of being a commercial success.