MATE Building Instructions - Page 1
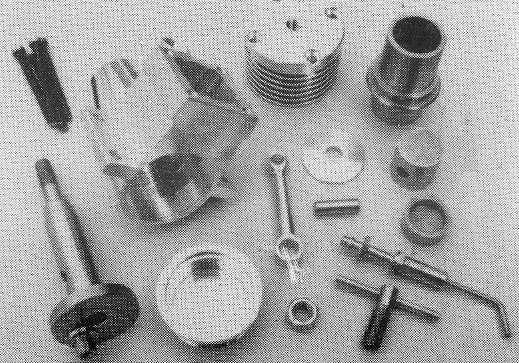
The "MATE" engine has been expressly designed to encourage home-builders to attempt the construction of their first model engine. A well-built example will start easily and turn an 8x4 propeller at over 11,000 rpm. A large number have been built with complete success and many have been used to power suitable model aircraft.
Some design compromises have been made to allow simpler machining and finishing techniques. The lack of hardened working parts was seen as an important concession for a beginner's engine and does not appear to have resulted in serious premature wear. Any limitations should be accepted by the beginner as a consequence of the design objective and construction techniques adopted.
The basis of the "MATE" engine is an alloy crankcase extrusion, the use of which is a world-first for a home-built design. The material used is 6061-T6 aluminium, chosen for its strength and ease of machining. The extruded "MATE" crankcase gives an extremely accurate basis on which to construct an engine and one which is entirely free from the problems often associated with castings supplied for the home-builder.
No doubt experienced "MATE" builders will have their own preferred workshop methods, as well as devising ways to improve performance, harden parts and so on. However, bear in mind that the design and procedures outlined in the instructions have been carefully selected, from the many options known to the designer, as most suitable for those attempting their first engine.
If this is your first attempt at model engine construction, you should aim only to build your "MATE" in a workmanlike manner, with careful attention to the running fits. You will then, at least, be rewarded with the thrill of seeing your own creation start and run. From this point you should be encouraged to go on and build a better "MATE", or alter the design to suit your own ideas, or ultimately design and build you own engine design from scratch! Abbreviations are as follows:
No tolerances are shown. The sequence of construction outlined should be followed, ensuring that the next part is properly fitted to the previous one. Keep this in mind as construction proceeds, making allowance for fits as required. For example, whilst the cylinder bore and the piston diameter are each the same dimension on their respective drawings, the correct fit would not be achieved were both made exactly to these dimensions. So, we finish the cylinder first and alter the piston diameter as required to give the correct running fit.
Careful, neat and accurate workmanship is required on all parts, whilst emphasis is given at each stage of construction to parts of particularly critical nature. Go over the drawings and instructions several times, so that you can picture the procedures and techniques used before you actually start. Remember the old machinist's maxim: "Think twice, cut once". Check all drills, milling cutters, reamers and taps called for and, before you start, sharpen or replace any which are not in first-class condition.
The usual lathe tools - LH and RH turning and facing tools, finish turning, boring, parting and threading tools will be used. In addition, you will need a fine parting tool, 1.6mm wide, for fins and other confined areas. If you don't already have one, also make a 45° chamfer tool. Turn a 45° taper on the end of a length of Ø10mm silver steel. Grind the taper down flat to the diameter, heat, quench and temper. finally, hone the cutting edge to a fine finish. This tool will be in constant use, breaking and chamfering the edges of parts to impart a really finished look to your "MATE" 2cc diesel engine.
In the event you are going to build entirely from scratch, forget about visiting your local, friendly scrap metal merchant. There is little chance that either he, or you, nor anyone else for that matter, will know what you are looking at in steel or aluminium.
To give your first engine half a chance, order the following metals through a model engineer supply house or a metals supplier:
Note that the various mandrels, laps and jigs can be made from any suitable workshop scraps. It is good practice to mark your materials, particularly specialised steel and aluminium stock, with a felt-tipped pen to aid later identification and avoid any similarity to the scrap merchant above!
This page is Copyright © David Owen 1989-2006. All rights are reserved world-wide.INTRODUCTION
PRELUDE TO CONSTRUCTION
Ø - diameter W - wide D - deep L - long P - pitch R - radius CH - chamfer WORKSHOP TOOLS
MATERIALS
Steel for the crankshaft:
EN8, EN8M, CS1040, 08M40, or EN36, 655M13 Steel for the cylinder:
EN8 as above, or free-cutting 51214, S12L14 Crankshaft bush:
Phosphor bronze LG-2 Piston and contra-piston:
Grade 14 Meehanite, or close-grained grey cast iron Aluminium for conrod:
2024-T3511, 7075-16, L98, H15 Other alloy parts:
6061-T6, 2011, H20, fC1 Wrist-pin, compression-screw, needle:
Silver steel -01, drill rod Needle valve assembly:
1/4" hex free-cutting brass 
Reproduction in any form without the written permission of the copyright owner is prohibited.