(Last Update October 12, 1999)

(Last Update October 12, 1999)
|
The EZE-1 was developed by Tom Crompton and appeared in Model Engine World of November, 1998. It was designed as a simple to construct Rear Rotary Valve (RRV) Glow-Plug engine for budding engine builders that could be made completely from bar stock - no castings required. A follow-up article in December gives an errata and presents details of a diesel conversion, stating that this hybrid nature had been the intent all along. Something about this little fella tickeled my fancy (as they say) so with thoughts of making a couple as christmas presents to my friends, I made a prototype in a week of evenings to sort out any bugs.
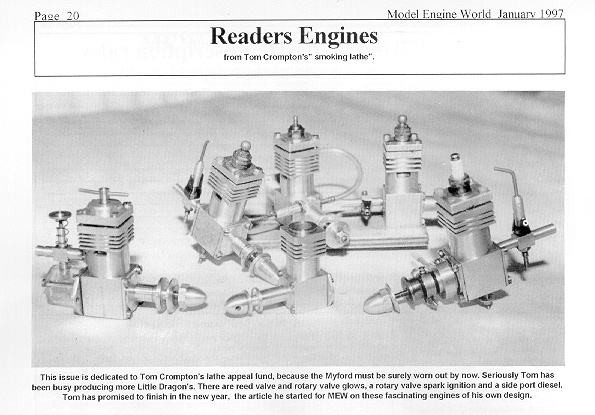
The result, while attractive and a strong runner, did not exhibit the handling qualities I wanted. In an earlier draft of this article, I surmised, based on the apparent lack of photos accompanying the construction article, that the designer may have worked from a theoretical perspective. In this, I was completely mistaken, as can be seen from the back cover of MEW, January 1997. The original text follows this paragraph. Tom has taken the time to address many of the points I raise and rather than completely rewrite this article, I've added his comments as a separate document that can be read separately, or in conjunction with this one.
As as you can see, the engine runs and runs very strongly, but this one is not a happy little engine. Before surmizing as to why, I should quote the late and renown Edgar T Westbury, writing on his Ladybird design in Model Engineer of June 9, 1949: "I and no doubt many other designers, find no escape from the ever-increasing wail of the unsuccessful constructor, "Dear Sir, I have built one of your engines exactly (always underlined) to the design, and it doesn't work, the design is obviously no good, and I spent any amout of time and money on it - and what are you going to do about it?" It is no use telling the constructor flatly that his work is not quite good enough - the mere suggestion is an insult - but it is always quite true, nevertheless!" Let me go on record stating that I did not exactly follow the design, so on my head alone rests any criticism implied in this article. However, I doubt many constructors do follow the words and music precisely - the trick is in knowing when you can improvise and what the effects will be! My changes fall into two categories; cosmetic and functional. First the cosmetic ones:
The more functional changes (which also include some additional cosmetics) were:
So, with this many modifications acknowledged, no fair minded sole would dare level any criticism at the designer for an engine that does not run to expectations! In fact, when first trial assembled, I found that I'd neglected to mill the baffle step in the piston crown. This effectively prevented any transfer, resulting in an engine with good compression at both TDC and BDC - giving a most unique feel to when flipped! In my testing, I found the engine to have good primary compression as evidenced by its ability to draw fuel when choked. I made the liner a press fit into the crankcase to ensure there would be no leakage from transfer to exhaust. My modified venturi and needle design also appears satisfactory as evidenced by its ability to rapidly fill the fuel supply tube when it fires on a prime. Transfer would also appear adequate, as it can be easily flooded by over choking! The running fits are free and compression sound, as it will maintain a tight seal with no sign of bubbles when held at TDC. Finally the compression ratio is probably in the ballpark for a glow engine, as it fires readily on a prime, or choke. Nevertheless, sustained running proved elusive on a 25% castor, 7.5% nitro fuel (my standard stunt brew for Fox 35's and ST 60's), but with perseverance, I finally achieved success using a Fox "Miracle" plug. No other plug that I tried will work to any degree of satisfaction. Once running, the EZE-1 responds well to needle settings without being over critical, turning a 6x4 Master air screw. It can even be coerced into swinging an 8x4 BY&O wood! Unfortunately my tach is "down" at this time, so I can't give RPM figures for the engine. No model engine from der R/C Enginewerke is complete without a spot of anodizing, so the EZE-1 now sports a deep red cylinder head and spinner nut with a less than brilliant blue venturi. As the oxide formed by the anodizing process is a very good insulator, this little change necessatates the use of a glow plug clip that connects directly to the plug.
So what's wrong? Here I must descend to pure conjecture [but see Tom's comments]. As the engine is designed to be built either as a diesel or glow motor, the length of cylinder above the piston is sized to accommodate a conventional contra-piston. In the glow variant, the head must fit deeply into the sleeve to achieve the required compression ratio. Normally, the bottom of the glow plug would be nearly flush with the roof of the combustion chamber, but the small bore and the need to provide clearance for a plug wrench sets the plug seat location rather high, causing the length of the threaded hole to be deeper than even long reach plugs like the Miracle. This places the glow element some distance up a threaded hole. I surmise the difficulty in getting sustained operation (difficult, but not impossible) is due to the less than optimum shape of the combustion chamber, which can be quite critical in small glow motors.
Perhaps a dome shaped chamber that places the bottom of the plug level with the roof with a narrow squish-band like the Cox glow heads would help - I've not yet tried this. However, introducing this shape will remove a lot of metal, decreasing the secondary compression ratio. The clearance at TDC between piston and head is in the order of .032" so it could be lowered further, but not a lot. This would also have a side effect of further exacerbating the depth problem.
My feeling is that the EZE-1 will be much happier when built for diesel operation and this will be the next experiment. Never the less, the engine was fun to build and has an attraction which is quite unique - aided I modestly think by my little cosmetic changes! In retrospect, the brass rotary valve assembly while giving good bearing qualities, is very heavy. Other constructors may consider replacing this with a lighter version from aluminum as designed by Roger Schroeder for his "Schroeder Simple Single" which appeared in Strictly Internal Combustion magazine some years back.
All projects yield new knowledge and the EZE-1 is no exception. In this case, the author's instructions presented a technique I'd not read before - using a parallel hand reamer (which has a tapered section at the start) and not quite reaming all the way through to produce a hole that is essentially reamed all but the last little bit in order to produce a simple press fit for gudgeon pins. Although new to me, fellow Australian and self-confessed engine nut, David Owen (designer of the popular Mate diesel), included this tip in his machining instructions 10 years previously (which I've just got around to reading :)
In conclusion, a good project with its own unique rewards that looks good in the display cabinet, but not, as I built it and based on a statistically insignificant sample of one, an engine I consider fit to inflict on friends as a gift...
|



{kind=link}