Editorial
Welcome to the 96th issue of Model Engine News. By this count, it looks like I should plan something special for the August issue. Life downunder continues to be good. Most of the severe drought areas have had welcome relief and in those areas that got a bit too much relief, the flood waters have receded. The national economy continues to bounce along nicely, or terribly depending on which side of the political debate you subscribe to. The poor little Australian dollar—or South Pacific Peso as a past Federal Treasurer and Prime Minister once called it—has been buying over US$0.90 almost all year so far, and real estate prices are back to where they were, or better, before the GFC. Unemployment is bubbling along at around 5% and apart from the high cost of necessities like petrol, broadband, and good ozzie reds, life is good—even if the wetter climate is causing some surface rust in my shop.
As usual, I sat down to put the April 2010 issue together wondering what to write about and ended up with stuff left over that will go into next month, provided I have tagged it right and it does not manage to fall between the cracks. With the return of cooler weather, the prospect of doing things in the shop is starting to have some appeal too and there are a number of things I want to finish off. Work related travel requirements are not excessive the coming month, so maybe I'll have the chance—and the energy—to actually do something. But first there will be a much needed cleanup and traditionally, Good Friday of the Easter weekend has been annual lathe maintenance day. This is when the gearbox and apron oil gets changed, leadscrews thoroughly cleaned and greased, bed alignment checked, gibs adjusted, and oil squirted around the various Myford nipples in the hope that some actually gets past the spring loaded balls. This does not take all that long and apart from being a most necessary item, always leaves me feeling strangely virtuous afterwards. Scheduling it for a certain easily remembered day every year helps ensure it gets done (I read that someplace; not my bright idea at all).
As usual, there are more changes and additions happening all over the web site than I have the patience to list here, so check the automatically generated Update Index page and look for the "New" icons in the Engine Finder and Links Page. Enjoy, and see you next month.
Our Friend, Gordon Burford (1919-2010)

Gordon Burford, our good friend and a founder Motor Boy, passed away on March 12, 2010. As Australia's premier model engine designer and manufacturer, Gordon must have touched every Australian aeromodeller active from the 1950's onwards, either through owning one of his motors, competing against one, lusting after one, or just having to put up with listening to others rave on about them! My first engine was a Taipan "one and a half" and I feel lucky to have got to know Gordon through our little group. Of all in our dwindling band, David Owen knew Gordon the best, collaborating with him on engine design and production right up to the last, so I asked David if he could provide us with a few words to remember Gordon by. What follows is a revision of an address David delivered at the Testimonial Dinner held in Gordon's honor on April 30, 2000. I think this is most fitting because in addition to giving us a good capsule of Mr Taipan, Gordon himself got to hear it and have a smile at it!
When I think of Gordon, I am reminded of the fact that he has influenced our lives—you can't say that about everyone!
He has influenced the lives of modellers of my generation by providing us with top quality Australian engines with which we were able to successfully pursue our hobby.
Sabre, Taipan and GloChief engines were stocked in small and large stores virtually Australia-wide. Their ready availability was a major factor in showcasing model flying and popularising our hobby for a period of over 25 years, until production ceased in the mid 70's.
Gordon's continuing efforts to improve his engines have contributed to the development of the newer and more sophisticated engines we are now using, and so his influence has continued to this day.

He could be described as an internationalist, taking every opportunity which presented itself to talk to overseas engine manufacturers, learning about new designs and trends. His knowledge and open manner have endeared him to well-known engine builders such John Brodbeck, Duke Fox, Ron Irvine, Gig Eifflaender, Garofoli and others, in many cases resulting in friendships which have lasted for many years.
Gordon was never a Luddite, always embracing new ways, and always open-minded. He listened to other people's ideas and suggestions and in the event he was persuaded of the merit of change, embraced it without self-defense or rancor. This was one of his greatest strengths.
Gordon always strove to give full value to Australian modellers who purchased his engines in good faith. Many experienced his generosity in making good a problem with one of his engines, and let's face it, the model engine is a very sophisticated product, which requires extreme care both in manufacture and operation.
In my case, around 1960, I recall the cast-iron crankshaft bush on my Sabre 49 coming loose and turning in the housing. This was replaced at no charge, with the comment that the bush had not worn out, but failed in service. Bear in mind that my Sabre 49 was built in 1951 and I purchased it well-used and second-hand several years later. No doubt many would have similar stories.
 and David in 2006")
Following Gordon and Josie's move to Currumbin in the late 70s, Gordon was besieged with budding engine-builders, such as Ivor F and myself. I can say without any fear of argument that no one was turned away. Gordon patiently helped us all, both with advice, assistance and materials, hoping no doubt to foster at least one other Australian model engine manufacturer. Whilst some limited production of model engines has resulted, I am sad to say that this dream of his was never fully realised.
I enjoyed many visits with Gordon and Josie in Currumbin and people were always dropping in to talk to Gordon and partake of Josie's hospitality. Speaking of which, I am reminded of the time a well-known modeller helped himself to some of Josie's cookies, as was usually done. However, in this case, the jar contained what were referred to as the Possum Cookies, specially prepared by Josie for these nocturnal pests. I would love to have told Ron Morrison of his error, but following Gordon's example, resisted the urge. Ron, too, is now gone.
Celia and I in turn were delighted to have Gordon stay with us in Wollongong on a number of occasions. He loved going to restaurants and enjoying good food. He was always good company.

Gordon moved here in 2000 and we worked together on the GB 5cc replica and other projects, culminating in a decision to continue building engines and trading as GeeDee Engines. But following uncertainty surrounding my health at the time, Gordon decided to return back to Currumbin the following year. We stayed in touch, but the pressures of earning a living meant that engine building for me was relegated to lower priority, and in any case, Gordon's interest was turning to other forms of power, particularly electric.
Possibly Gordon's most vivid memory of me, certainly one which would have remained with him for the rest of his life, is the time in 1989 when I drove through a six-lane intersection in the middle of London, totally oblivious to the fact that the lights were red at the time. Always calm under duress, Gordon made no comment at the time. But I'm sure he tensed every time after that episode when I was driving and approached a traffic light. We travelled to local, national and international contests and meetings, often with Josie and Celia, and always had a most enjoyable if not victorious time.
I will always have tremendous respect for Gordon and value the friendship we had. He taught me so much about model engines and particularly their manufacture. More importantly, he showed me the virtues of calmness, of letting go of troubling matters and of relinquishing grudges and anger. Not always easy to do, but I truly hope some of that wisdom has rubbed-off!
David Owen, Woolongong, March 2010.
To supplement this, we've assembled more information about Gordon including links to reviews of his engines that appear on this site. Be sure to visit the Gordon Burford Tribute Page.
Revisionism

Following the service, David and I indulged the sort of fun that we know would have had Gordon's total approval: nattering away about model engine design and construction over a nice red, then (the next day  ) doing a full pull-down, inspection, clean and rebuild of the ST-60 in my venerable Genesis F2B model in a vain effort to locate a mystery problem. In the course of all this, David remarked that one of his regrets was a well intentioned comment he wrote many moons ago for the original Mate 2cc DIY Diesel instructions. The introduction says that an engine like the Mate, in which all components are left in the "soft" condition, would be good for a season or two of sport use before the piston and liner wore each other out. That was about thirty well-intentioned years ago. Subsequent real-world experience shows the warning to have been rather pessimistic as no Mates have been known to suffer this fate, despite several having had lots and lots of running!
) doing a full pull-down, inspection, clean and rebuild of the ST-60 in my venerable Genesis F2B model in a vain effort to locate a mystery problem. In the course of all this, David remarked that one of his regrets was a well intentioned comment he wrote many moons ago for the original Mate 2cc DIY Diesel instructions. The introduction says that an engine like the Mate, in which all components are left in the "soft" condition, would be good for a season or two of sport use before the piston and liner wore each other out. That was about thirty well-intentioned years ago. Subsequent real-world experience shows the warning to have been rather pessimistic as no Mates have been known to suffer this fate, despite several having had lots and lots of running!
This is not to say that heat treatment of parts is unnecessary. The margin for profit on a commercial model engine is small and any warranty repairs, or loss of sales due to damage to the name arising from real or imagined poor reliability will eat all of those profits rather quickly. Further, many commercial engines get a rather hard life, be it from adverse conditions, or ham-fisted owners. This will most definitely wear out or damage parts, so hardening is near essential. However, with our shop-made masterpieces, care is generally the watch-word and with care, David now believes that their operational life is sufficiently high as to not be a concern.
It's hard to retract words once spoken. Like others, the model engine world fraternity seems to be adequately populated with self-proclaimed experts, all of whom are more than ready to give you all manner of "advice", frequently based on no direct experience, merely something they may have read once upon a time—though this is not often disclosed. So while we can, in the light of actual experience, revise the life expectancy of "soft" materials in the on-line version of the Mate instructions, we can't expunge it from living memory so you will probably continue to hear dire warnings regarding what a waste of time it is to build your own engine. All we can say is that experience now shows that the life of a well made and reasonably well treated "sport" engine made without the benefit of any heat treatment process will not be a cause for concern—and you got that from the horse's mouth!
-oOo-

Another piece of revisionism is based on information and corrections kindly supplied and gratefully received from Jim Woodside and Eric Offen in relation to Adrian Duncan's recent history of the Elfin Ball-race models. Seems we had a lot of missing information in the first draft which we are only too pleased to now be able to revise. We are also sorry that there is just no easy way to highlight the changes that does not have a negative impact on page layout. The only scheme I could come up with that might help is to add a Table of Content to the page (which it should have had from the start) and give a list of links below to sections with major changes. At least we can do this much, which has to be better than the situation forced on our paper-based predecessors, doesn't it?
There's a little more about Len "Stoo" Stewart in the K Hawk page too. The link will take you straight to it.
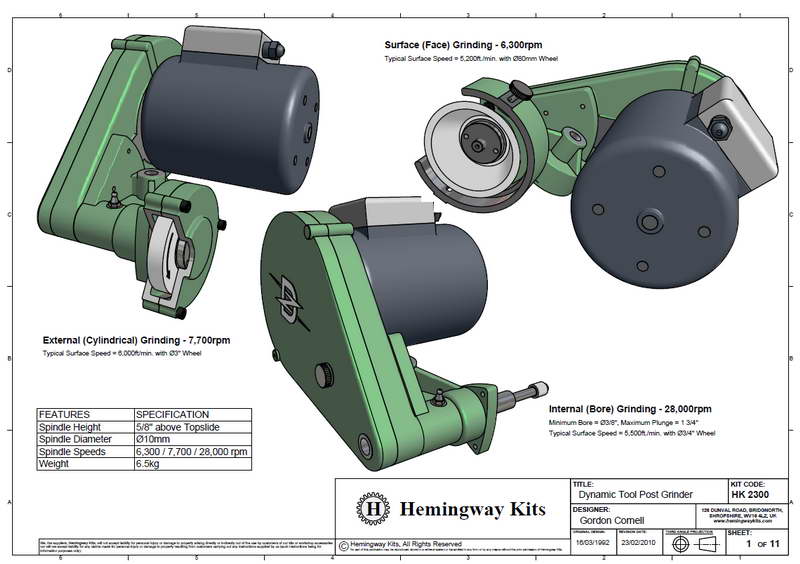
Dynamic Toolpost Grinder

Those with an eye for detail and long memories will recognize this innovative Tool Post Grinder as the work of Gordon Cornell whose excellent series on Model Engine Development can be read on this site. As well as producing a smooth, low friction surface, grinding is essential when parts have been hardened for two reasons. First, after hardening, normal tooling will not be effective as the component is now probably as hard, or harder than the average cutter! Second, the hardening process will cause some distortion which has to be removed, so grinding is the only real option. For low volume work in an already crowded workshop, the Toolpost mounted grinding attachment for your lathe is the ideal answer.
The Dynamic Tool Post Grinder appeared in Model Engineers' Workshop magazine, starting in issue #18 of Aug/Sep, 1993, and concluding in issue #19. For a period, castings made from the patterns Gordon developed for the tool were available, but like many such things, low sales volumes leads to short supply and eventual unavailability. Well more good news from Hemingway Kits: the device has been revised by the designer and new kits will be available later this year. Well read model engineers might feel uneasy about wheel dressing and grinding operations being conducted on top of their precious lathe bed. Yes, that is cause for concern and special care. To this end, Gordon has devised cast tray that attaches to the Myford (or Myford-like) lathe saddle to catch the bulk of the spent grit. The internal spindle runs 28,000 rpm so can bore grind at industrial surface speeds down to around 3/8". New plans are being prepared and Hemingway expects to have kits available around July this year.

While you are on the Hemingway site, have a look at the neat new Mulit-position saddle-stop for ML7 series lathes, the "Exciter" ignition coil, able to operate between 3.6 and 6 volts, and the neat job Kirk has done of re-draghting the GHT Versatile Dividing Head (VDH) drawings. I've made the headstock version of this tool and could not live without it.
Model Engineering Article Index
In preparing that last item, I was struck by the perennial problem: while I knew the tool post grinder article existed and was reasonably confident I knew what magazine it had appeared in, I had no idea what the issue involved was. Each year, the publishers include an index to the previous "volume", though the month it appears in has varied over time. Using that, I may have found it after 30 minutes or so, provided I didn't get distracted by spotting something else of interest. Luckily we now have the Internet where a Google search for "cornell tool post grinder" gave an immediate hit on some place called Model Engine News. That was of no use, merely saying the device existed, but another hit a bit further on led to a simple index to selected model engineering publications assembled by Joe Landau. Although not totally comprehensive, Joe's index had the answer I needed, so I've added the URL to the non-commercial section of the Links Page where it joins the Model Engineer downloadable index placed on the web by Bill Phillips. I know there are better and more complete indexes available for purchase and I really should avail myself of them, but being able to use your web browser and Google's amazing indexing is just too convenient. How did we ever manage before? The indexes mentioned are in the form of simple text files, so you might like to keep a local copy, just in case. Even better, extend them and make your version freely available to help others.
The Humbugs are Comming

Even though it is only a month since Model Engine Builder magazine published the plans for the Humbug, first examples are nearing completion. The one seen here has been constructed from the first magazine plans by Michael Atkinson (USA). Some minor but rather necessary plan revisions will appear in the next MEB issue. Any builders who can't wait should not hesitate to contact us with questions. Please do it through MEB editor, Mike Rehmus, so he knows what aspects are troubling builders as he writes the series. Returning to Mike Atkinson's Humbug, during construction, he asked some very good questions about certain design choices which our MEB editor bounced my way. This gave me the excuse to write long-winded explanations the other Mike (Rehmus) can draw on as he continues his detailed build article in forthcoming issues. One of these aspects will be the DCO contra-piston that has become my standard way of making more CP's for engines, and fewer for the scrap box! This is Yet Another area where David wants to revise history, now believing that the included angle of the taper on the CP should be less than one degree, and our on-line description has been revised accordingly.
 This photo shows the parts and the simple jig used to index the cylinder for drilling the exhaust and transfer ports. Of course, those with rotary tables are free to use them, but a bit of hex stock is a cheap and effective fixture for those who don't. Mike has used the head screw orientation shown on the plans (see last month's observations), but decided on a screw-in main bearing housing. Nothing wrong with that. A left-hand thread is best, but a right-hand one and some thread-locking compound is just as good. The important thing is to ensure the face of the case is parallel to the cylinder axis, and the flange face of the bearing housing is at right angles to the crankshaft bore. That way, when the thread is tightened up, the shaft will be at a right angle to the cylinder bore and friction will be minimised (ignoring the effects of crankpin deflection under load that high-performance engines are subject to ).
This photo shows the parts and the simple jig used to index the cylinder for drilling the exhaust and transfer ports. Of course, those with rotary tables are free to use them, but a bit of hex stock is a cheap and effective fixture for those who don't. Mike has used the head screw orientation shown on the plans (see last month's observations), but decided on a screw-in main bearing housing. Nothing wrong with that. A left-hand thread is best, but a right-hand one and some thread-locking compound is just as good. The important thing is to ensure the face of the case is parallel to the cylinder axis, and the flange face of the bearing housing is at right angles to the crankshaft bore. That way, when the thread is tightened up, the shaft will be at a right angle to the cylinder bore and friction will be minimised (ignoring the effects of crankpin deflection under load that high-performance engines are subject to ).
Fury Development Continues

Gordon Cornell's series on Model Engine Development explained the importance of establishing techniques for measuring performance that provide repeatable results. Once you know you can reliably evaluate the effect of some change, then a meaningful a development program becomes possible. Gordon himself is now testing a development of his CNC bar-stock Super Fury that has been fitted with the Schnurle ported cylinder assembly developed for the Dynamic 09. Even though the cylinder porting has not yet been optimised, he reports that testing shows the performance to be equal to that obtained from the Super Fury, but with much lower fuel consumption and significantly lower noise levels. As seen here, he has built rotary disc and drum valve versions with chrome plates brass liners. The plating work is being done by Tom Ridley (Oliver Engines).
Boll-Aero 4.4

Regular readers will remember the Bollaero bar-stock engine for which the designer, Chris Boll (UK), generously allowed us to publish complete plans. Chris has designed a new, larger, front rotary valve induction engine, plans for which will appear in Aviation Modeller International soon. The prototype example seen here was built from "early release" drawings Chris prodded to our friend from Holland, Mr Gerard Bleekman. Like many countries, ether for making model diesel fuel is very hard to obtain in Holland, but Gerard has not let that deter him. Chris is to be congratulated in having several prototypes built to check the design with a spread of "manufacturing" tolerances (check out the center of Rob Jenkins' display board on Page 16 of the Engine Gallery). I'm sure we'll see many more of these when the finished plans appear.
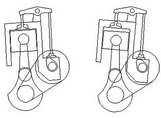
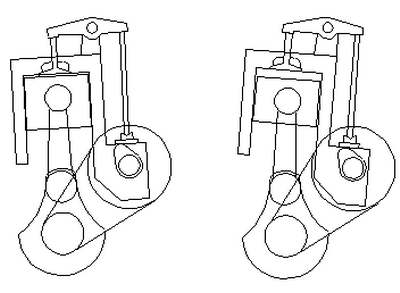
The Harding Four-stroke Diesel

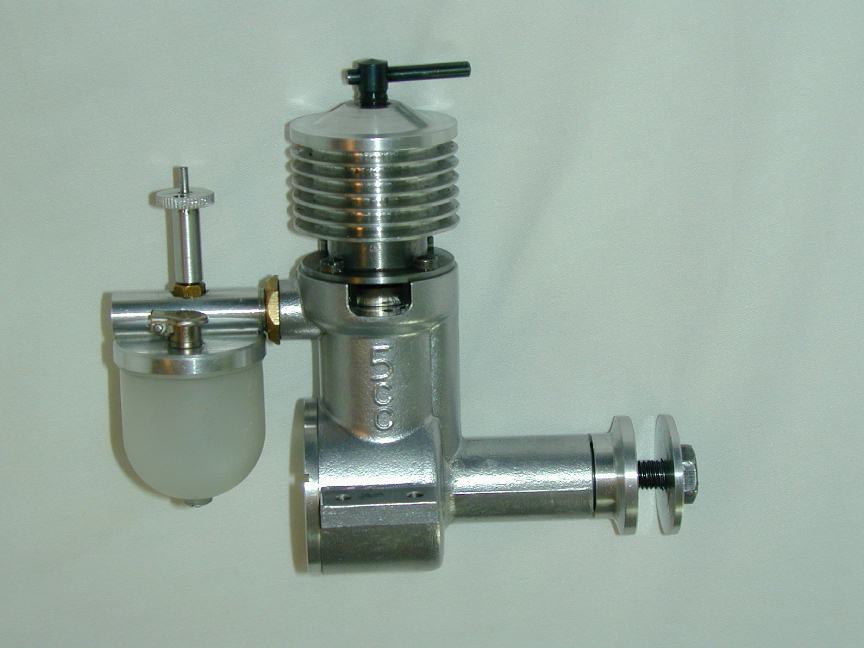
Here's one from the Just When You Think You've Seen It All file. At first glace, it's a conventional, poppet-valve four-stroke. The cam-shaft is driven by a toothed belt from a sprocket on the front of the crankshaft. But wait! What's that Allen head screw on the lower right-hand side for, and where's the glow-plug!? The engine was designed and built by Andrew Harding (UK) who wanted an engine of around 6cc capable of turning a large diameter prop. Concluding that a compression ignition engine was the answer, he employed some original thinking in the compression adjustment department. Modestly, Andrew says he merely "borrowed" the concept, as the idea originated in the automotive industry. Basically, the cylinder assembly pivots around the camshaft axis which varies the position of the piston at TDC, thus providing control over the compression ratio (CR). I recall reading about this as a way to control the stoichiometric ratio to optimise between start-stop and freeway driving conditions.

Regular readers and Members will have seen the alternative approach where the head is lowered to place CR "in the ball-park" for compression ignition—say about 18:1—and the spark/glow plug is replaced with a gas-tight adjustable plunger arrangement that acts as a "compression vernier" so you can adjust for variations in fuel ingredient percentages and atmospheric conditions. The first use of this approach was reported by Edgar T Westbury in the Model Engineer issue 3287 of December 15, 1965. The builder, Mr CE Starnes, used Channel Island Special castings to produce a successful 10cc four-stroke compression ignition engine. The article states that his compression vernier permitted about 1cc of clearance volume variation. For a swept volume of 10cc, let's assume a minimum clearance volume of 0.5cc, giving a CR of 21:1. This is into "bend the rod" territory and more than enough for compression ignition. Increasing the clearance volume to 1.5cc lowers the CR to 7.6:1 which is spark ignition territory and way, way too low for compression ignition, so the variation could actually have been made a lot smaller. I'd say 0.1cc would be plenty. This would give adjustment between 17.6:1 and 21:1. Perhaps the original article contained a misprint.

A complete design for a 3.8cc four-stroke diesel appeared in Model Engineer issue 3722, February 1984. The builder, Rex Swensen (Australia), also achieved success on a variety of fuel mixes, including no ether content at all—once the engine had warmed up. Similar approaches have appeared in The Engine Gallery from time to time (see Phil Cox's V-twin and Malcolm Beak's Kiwi Diesel). In the USA, MEN Member Grep Kamysz has been successfully converting commercial four-strokes to run on compression ignition for years. Like the others, he has found that once hot, they will happily start and run on kerosene alone. The videos of this on his web site are well worth watching and listening to.
Back to Andy's engine, I really admire the way he took a fresh sheet of paper to the problem. Even more praise-worthy is the way he was not deterred by initial failures and setbacks. Quite apart from designing the geometry that varied the compression ratio without changing the valve timing, he also had to solve some nutty problems in the construction and worked out techniques that would be useful to any model engineer. A description of the engine, its development, and how to make your own example is slated to appear in a future issue of Model Engine Builder. Some wags like to claim that the Brits are highly accomplished at finding complex and intricate solutions to non-problems. Whether there is any basis for this assertion is quite immaterial in my humble opinion; fine engineering is always a thing of beauty.
Whittle V8 Plans

The late Malcolm Stride told me that when Dave Clark took over as editor at the Model Engineer, he had a vision of placing popular series from past issues of the magazine on-line, but struck unexpected hurdles and resistance. Fortunately for model engine lovers, he has persisted and you can now access and download scans of Eric Whittle's popular little air cooled V8 series that ran in alternate odd numbered issues from #1991 (April, 1995), through to issue #4017 (June, 1996). The ME web site has a new introduction written by Eric and mentions that free plans reprints will be included in an upcoming issue of the magazine. The engine is loosely based on the Airdisco at 1/9th scale. Even though there are no special skills or equipment required, building it is a demanding task, so I'm amazed by the number of successful examples that have been built since the series first appeared. Even if you don't build one, reading through the construction series will teach you a thing or two and perhaps give you some ideas.
New Books and Magazines This Month

Apart from the odd magazine and some fiction, The Library did not grow in size this past month, so I've consulted the corner of one shelf where my little collection of Workshop Practice titles sit when not being consulted. This useful series of books dates back to 1984 and Argus Books Ltd (England), the publishing house also responsible for the Model Engineer, Aeromodeller, and a baker's dozen of other special interest periodicals. Until late April, 1984, the copyright holder of these publications had been Model and Allied Publications, of Hempl Hempstead. On the index page of ME issue 3727 of April 20-30, 1984, this quietly changed to Argus Specialist Publications although MAP still appeared as the publisher. Three issues later (#3730), the MAP mast-head changed to say it was a "division of" Argus, who operated from the same address as that quoted for MAP. The MAP "division" soldiered on for most of the remainder of 1984, disappearing from the index page in the November 2-15 issue (#3740), making the change to Argus complete. There have been other ownership changes, both before and since, but I mention this one as Argus was in charge at the time the series was launched.
Judging from the increase in titles, Argus was breathing new life into an entity that was far from appearing unwell. The Workshop Practice Series launched in the September 7-20 issue (#3736) with a review of the first three titles appearing in the "for your bookshelf" column of that issue. No mention was made that the magazine was blowing it's own publisher's trumpet with the modest claim that the first volume in the new series [was] "...destined to become the standard work on the subject, not only in amateur workshops up and down the country, but in schools, colleges, and commercial workshops as well." (p279).
At the time, Model Engineer was enjoying somewhat of a Golden Era, with talented and prolific authors such as George H Thomas, Stan Bray, Terry Aspin, Dennis Chaddock, and many others including Tom Walshaw, aka "Tubal Cain". Argus drew on existing work in the ME coupled with new material by the various authors to bootstrap the series. Volume One, subtitled Hardening, Tempering & Heat Treatment, was authored by "Tubal Cain", who is also the author of volumes Five and Fifteen that we set out to review here a few hundred words ago (remember them?) Let's look at Volume Five first.

Milling Operations in the Lathe, by Tubal Cain, Argus Books, 1984, ISBN 0852428405, was his second title for the series. It was first advertised in issue #3741 of the ME (16-30 November, 1984) and has remained in continuous publication ever since. My copy shows reprints in 1985, '87, '89, and '91. Looking on Amazon, we see it now sports a full color cover and must be well into its umpty-umpth reprint. It's a 5-3/4 x 8-1/2 softbound volume of 125 pages, dealing with—you guessed it—how to abuse your lathe as a mill. Today, we are a bit spoilt with inexpensive but serviceable vertical milling machines being readily available to model engineers with the space to fit them into the workshop. This was not the case back in the last century, so most of us had to make our lathes do this job; I guess a substantial number still do, for various reasons.
As Tom explains in Chapter 1, the lathe has a number of limitations when forced into this duty. First, it is lacking movement in the Z-axis, and second, but even more significantly, it is not as rigid as a mill. The author explains that your average mill will have 20 to 25 square inches of slideway bearing surface in the X and Y axis while the typical model engineer's lathe might have about 10. Milling results in a continuous sequences of shock loads and I can attest that it can be quite alarming to see your saddle dance around on anything but light cuts, even with the gib strips cinched up tighter that ideal. But forewarned is forearmed as this volume considers the limitations of the lathe for milling (plus a few advantages) and tells you how to work with them. I built my QUORN Tool and Cutter Grinder using only the lathe with a vertical slide and a number of other tricks for all the milling involved, several of them learned from this book.
In nine chapters and several appendices, Bro Cain introduces milling concepts, cutter geometry, optimal speed and feeds, indexing, dividing, simple and complex operations, etc, all in easily understood language with lots of black and white photographs, tables, and drawings of special attachments you can make to expand the capabilities of your lathe to perform milling operations. This book helped me a lot when starting out, though I wonder how appropriate it is today when many beginner model engineers outfit their shop with a lathe and mill right from the start. For that possibly incorrect reason, I'm marking it down to a mere Four Stars  instead of the higher rating it would have received a quarter century ago. Still, it contains a lot of good ideas and information for a modest cost. Amazon currently lists it at $19.26 new, with second hand copies available at half that. Overall, recommended for beginners with only a lathe in their shop.
instead of the higher rating it would have received a quarter century ago. Still, it contains a lot of good ideas and information for a modest cost. Amazon currently lists it at $19.26 new, with second hand copies available at half that. Overall, recommended for beginners with only a lathe in their shop.
-oOo-

The second title we'll look at is Workholding in the Lathe, by Tubal Cain, Argus Books Ltd, 1987, ISBN 0852429088. Like number Five in the Workshop Practice Series, this one is softbound, this time containing 112 pages. And like its earlier brother, it has gone through multiple printings to arrive at the one we can buy today with the color cover from Special Interest Model Books Ltd, Dorset, England. Also like the other volume, this one is targeted mostly at the beginner model engineer and tries to explain not only the "how" of the title objective, but also the "why" on the theory that "if the principles behind the various methods are understood, then it becomes a simple matter to invent methods to do the old jobs better" (p7).

Like the other volume, this one also contains nine chapters covering such subjects as working between centers, on the faceplate, in independent and self-centering chucks, using various types of collets, and how to use different types of steadies. The author also describes briefly a system of "master/slave" chucks he developed. This system was fully detailed in the ME starting in issue 3909 of November 15, 1991. His book provides only photos and descriptions, however the concept is explained clearly and once understood, could be adapted to any lathe, not just the Myford that was and is the English standard for a model engineer.
The final chapter deals with lathe alignment and adjustment. This is a most important subject which beginners often think is too advanced to even consider. But if you don't adjust your lathe to turn parallel over the length of work you normally undertake, it's not going to, not even brand new out of the box! If you do model IC work, the book is worth the asking price of $21.95 for this chapter alone. Even steamers need to be able to do occasional precision work, although the fits required are generally not as close as those needed to maintain primary and secondary compression in an IC engine. I rate this one at Four and a Half Stars  . Like its cousin, this one will be of most use to the model engineer just starting out, but I think everyone will gain by leafing through it occasionally.
. Like its cousin, this one will be of most use to the model engineer just starting out, but I think everyone will gain by leafing through it occasionally.
-oOo-
Engine Of The Month: "K" Vulture

Last month, Adrian Duncan took a very close look at a tiny British diesel which started as a "Kemp" and ended as a "K" product. This month, he applies an equally intense scruit to a much larger diesel which was pure "K" Engineering, the 4.98cc Vulture. The new Vulture page describes the three Marks of Vulture diesel and provides an insight into the demise of a company with good, distinctive products. The sharply angled bevel on the venturi has always seemed like a finger removing scalpel to me, but Adrian manages to run his engine for the camera and still play guitar afterwards.
Tech Tip of the Month
Not infrequently, we get desperate requests for parts to repair or restore engines, or requests to make things ranging from a needle valve to an entire experimental prototype! As I remarked to a reader a few days ago, the bad news is that apart from plans, we only deal in information, nothing else. The good news is that the information is free! The hard part—which some including me might add to the bad part—is that finding that information is becoming increasingly hard. As of April 1, 2010, this web site contains 913 different web pages and over 15,000 images, so I guess the difficulty should not be such a surprise. I can generally find anything using the Site Search facility because I can guess what the necessary combination of unique keywords required to locate it might be. Others will not be so fortunate, or burdened, or something. What to do?
I confess. The Tech-Tip feature is poorly organized. Some tips are indexed on the How-to page. These are the ones that needed more than a few words and a single photograph. The others are embedded in monthly news pages and hunting for the needle (or the fuel tank) is close to pot luck and you'll probably get distracted before you find it anyway. So I guess I'm just going to have to ether index all the Tech Tips (*sigh*), or maybe take the lazy approach and try a "tag cloud" first; we'll see.
In the mean time, two questions that get asked regularly relate to making fuel tanks for small engines, and making spark plugs. The spark plug one is dealt with indirectly on the MEN Only DVD, though I should at least gather up the references in the literature that I'm aware of and précis the various approaches as a new "How-to". The tank issue has been dealt with here a couple of times, or three, but new readers would have to be lucky to blunder across them, or to guess the key word combination that gives a solid hit in the site search, so let's try to put a band-aid on that situation.

If you look in the Weaver Ransom 1cc Diesel construction log, or the Deezil Project page, you'll find the neat solution Motor Boy, Bert Streigler, found for the problem which we've now applied countless times. Many products in your local supermarket come with nice little polypropylene fuel tanks attached. You can buy a six pack of yuppie bottled water as I did, or even wander around campus picking up fuel tanks for free, discarded by thoughtless undergrads, ignorant of what they are littering the grounds with—"Hey Dude, what's that old geezer over there doing? Dunno, Dude. Looks like he's stuffing bottle caps in his jacket. Crazy old f**t..." Aside: why have so many parents named their gen-Y offspring "Dude", and who was this "Dude" character anyway!

But sometimes you need something a bit larger, or oddly shaped, or colored like an old time original. Again Bert has the answer and you can find it on the M&M page, or in the Gallery on Jim Frew's ED Baby, or read about it if you are ever so lucky to blunder over tips appearing in June 2003 news item, or the December 2003 Tech Tip. For those of us unable to obtain acrylic rod in short lengths, the plastic handle of you average screwdriver can be turned (bad pun) into an ideal fuel tank. You will need to test that the handle chosen is proof against the intended fuel, but we've found that in general, handles machine well, take fine threads, are fuel proof, and look great!
Now, time for me to research tag cloud technology...
SPEED Taipan 1.5 BR replica

Last minute news from David Bourke (South Australia) is the prototype Taipan 1.5cc TBR replica has had five tanks of fuel through it (50cc per tank) without anything going badly bang. The only problem encountered was machining the cases. These were made from the original Series 70 Burford dies using a high tensile alloy which was subsequently heat treated. Turns out it does not machine well and many of the cases sent out to SPEED members for machining and reaming resulted in less than ideal finishes. Not really the members' fault, but some engines will have lumpy and or leaky front bearings. DB feels those wanting to run the engines in competition will be able to correct the problem, while collectors will not greatly care. Still, a valuable lesson has been learned about using non-spec alloy in Factory dies that will not happen again.
 Our Friend, Gordon Burford (1919-2010)
Our Friend, Gordon Burford (1919-2010)
 Editorial
Editorial



 and David in 2006")















{kind=link}
{kind=link}
{kind=link}